Leistung
Gerne gibt 3D-Metall Tipps und Hinweise wie Ihre Bauteile fertigungstechnisch optimal gestaltet werden können. Dies macht die Produktion oft einfacher und resultiert für Sie in einem qualitativ besseren und manchmal sogar kostengünstigeren Bauteil.
Auf Ihren Wunsch übernimmt 3D-Metall gerne kleinere Änderungen an den Modellen. Dies kann z.B. eine Skalierung, das Einfügen von Ösen oder die Konstruktion eines Bearbeitungsaufmaßes betreffen.
Bei Bedarf können auch Einzelteile komplett neu konstruiert werden. Grundlage dafür ist die Software Siemens NX.
Kern der Tätigkeit ist die Produktion von Werkstücken mittels additiver Fertigungstechnik. Verarbeitet wird derzeit
- korrosionsbeständiger Chrom-Nickel Stahl 1.4404 / 316L
- korrosionsbeständiger aushärtbarer Chrom-Nickel-Stahl 1.4542 / 630 / 17-4PH
- Bronze CuSn10
Die Verarbeitung erfolgt mit einem Laserfokus von 55µm und einer Schichtstärke von 20µm. Dies garantiert Ihnen eine sehr gute Oberflächenqualität und Detailgenauigkeit bei Wandstärken ab 0,15mm. Bei Bronze Werkstücken arbeiten wir sogar mit einem Laserfokus von 30µm und einer Schichtstärke von 15µm. Das reduziert die minimale Wandstärke auf 0,1mm.
Der Größe der Bauteile sind allerdings Grenzen gesetzt. Ihre Werkstücke sollten in einen Zylinder mit einem Durchmesser von 94mm und einer Höhe von 100mm passen.
Eine Wärmebehandlung kann die Materialeigenschaften wesentlich verändern. Diese bieten wir insbesondere für den Werkstoff 1.4542 an. Dadurch erreichen wir höhere Härten und Zugfestigkeiten.
Alle Teile werden bei 3D-Metall mikrogestrahlt. Es sei denn, es ist Ihr ausdrücklicher Wunsch darauf zu verzichten.
Nach der abrasiven Bearbeitung der Oberflächen, die die Spitzen einebnet und Verfärbungen entfernt, werden die Bauteile mit Glaskugeln geglättet. Dies führt zu einem leichten Glanz der Oberflächen.
In der Regel wird Ihr Auftrag innerhalb von 5AT fertiggestellt und anschließend ausgeliefert. Auf Nachfrage kann diese Lieferzeit evtl. auch verkürzt werden.
Als Ergänzung unseres Angebotes haben wir ein eintägiges Praxis-Training in unser Programm aufgenommen. Die Erfahrung hat gezeigt, dass eine Hinführung zu den Möglichkeiten und Grenzen der Additiven Fertigung am praktischen Beispiel und in einer realen Additiven Fertigungswerkstatt sinnvoll ist.
Mehr dazu finden sie auf unserer Homepage unter Praxis-Training zur fertigungsgerechten Konstruktion in der additiven Fertigung (Metall).
Qualität
Folgende Materialkennwerte konnten wir bisher ermitteln. Die Tabellen werden kontinuierlich erweitert.
Die Festigkeitswerte der Werkstücke sind abhängig von der Ausrichtung der Proben im Bauraum. Die genannten Werte beziehen sich auf die Ausrichtung parallel zur Z-Achse, die erfahrungsgemäß die schlechtesten Festigkeiten aufweist.
|
Bezeichnung |
Einheit |
1.4404 |
1.4542 |
Bronze (CuSn10) |
|
|
|
|
as built |
peak-aged |
||
|
Dehngrenze |
Rp0,2 [N/mm2] |
510 +/- 50 |
700 +/- 20 |
1360 +/- 20 |
331 -434 |
|
Zugfestigkeit |
Rm [N/mm2] |
620 +/- 60 |
1130 +/- 15 |
1500 +/- 15 |
413 -556 |
|
Bruchdehnung |
At [%] |
40 +/- 15 |
13 +/- 1 |
14 +/- 1 |
1,9 -18 |
-

Zugversuch Bronze -

Zugversuch Edelstahl


|
|
Bezeichnung |
Einheit |
1.4404 |
1.4542 |
CuSn10 |
|
ρ |
Dichte |
[%] |
99,5 |
99,5 |
99,5 |
-

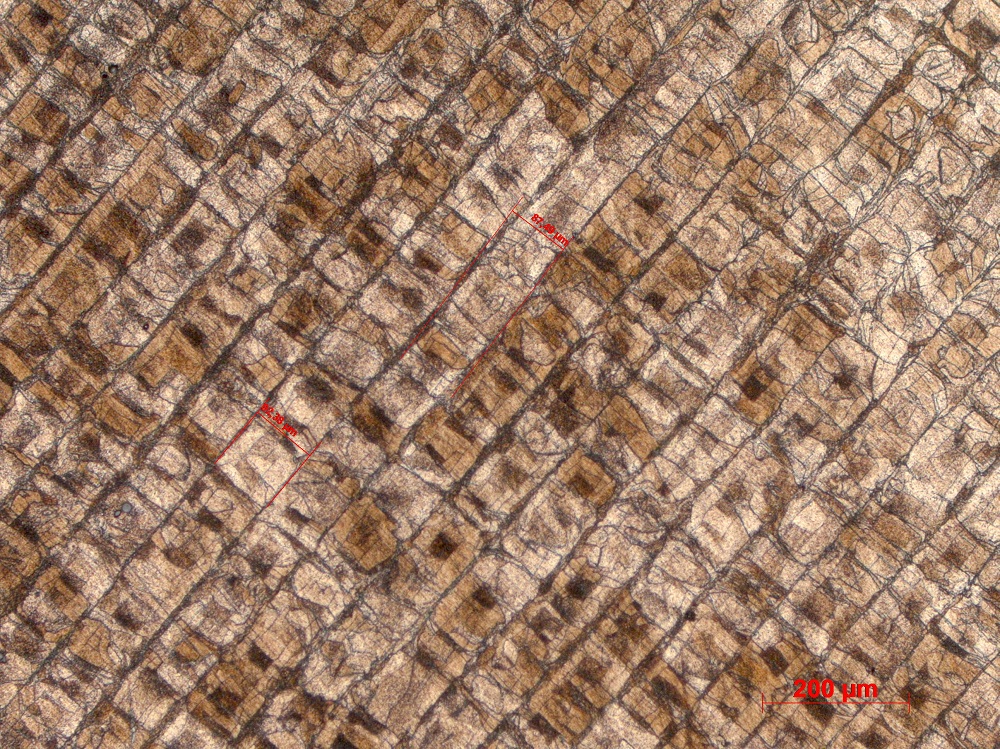
Adler Ätzung einer Probe aus 1.4404 (parallel zur Bauebene)
Bei maximaler Härte des 1.4542 zeigt sich ein schnelles Versagen des Werkstoffes in der Kerbschlagarbeit.
|
|
Einheit |
1.4404 |
1.4542 |
|
| Wärmebehandlung | as built | peak - aged | ||
|
Kerbschlagarbeit |
[J] |
50 +/- 3 |
3 +/- 1 |
|
|
Härte Rockwell |
[HRC] |
18 +/- 3 |
35 +/- 1 |
47 +/- 1 |

Die Rauheit der Oberflächen ist abhängig von der Ausrichtung der Flächen. Die geringste Rauheit wird bei senkrecht orientierten (Seiten-) Flächen erzielt (Ra 1,94µm; Rz 10,36µm). Deckflächen sind dagegen ungefähr doppelt so rau (Ra 3,62µm; Rz 16,19µm). Nach unten orientierte Flächen, die abgestützt werden, entziehen sich einer sinnvollen Rauheitsmessung. Diese Flächen werden abhängig von der Teilegeometrie nachbearbeitet.

Die Angaben beziehen sich auf ein glasperlgestrahltes Versuchsteil. Eine weitere Verbesserung der Oberflächen ist zum Beispiel durch Plasma – oder Elektropolieren möglich.
In der Regel sind Eigenspannungen bei Kleinteilen nicht ausschlaggebend. Durch eine intelligente Positionierung im Bauraum kann dem Verzug entgegengewirkt werden. In Einzelfällen müssen Edelstahl-Bauteile vor der Auslieferung wärmebehandelt werden.
Erreichbar ist eine Auflösung von Details ab 0,15mm bei den Stählen 1.4542 und 1.4404. Bei Bronze liegt die Auflösung bei 0,1mm. Begrenzender Faktor sind zum einen die Maschinendaten (55µm Laserspot Stahl gegenüber 30µm Laserspot Bronze) und zum anderen die Stützstrukturen. Sobald diese benötigt werden, muss das Teil stabil genug sein, um es von diesen lösen zu können. Bei Strukturen unter 0,5mm Wandstärke muss deshalb die Bausituation im Detail betrachtet werden.

Die Einhaltung der Maß-Toleranzen ist bei der additiven Fertigung hauptsächlich von der Rauheit der Oberflächen und den Eigenspannungen im Bauteil abhängig. Dadurch ergibt sich auch hier ein Zusammenhang zur Ausrichtung der Bauteile im Bauraum. Während in X & Y-Richtung die Maße innerhalb eines Toleranzfeldes von +/-0,1mm bleiben, ist die Toleranz in Z abhängig von der Möglichkeit der Nachbearbeitung. Ist diese gegeben so kann auch in Z +/-0,1mm zugesichert werden.
